
Products
We offer a variety of prefabricated, preinsulated piping products to meet a wide range of applications.
Need help determining which Tricon Piping System is right for your application? Use our Selection Guide.
Tricon Steel-Con
Download Product Sheet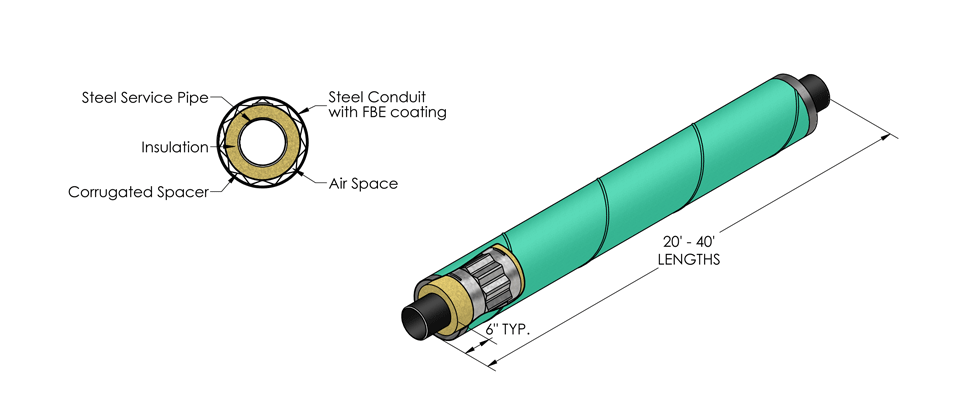
Overview
- Application:
- Condensate, High Temp. Hot Water, Steam
- Service Pipe:
- Carbon Steel, Stainless Steel
- Insulation:
- Temp:
- Up to 450°F (232°C)
- Nom Length:
- 20 Ft. - 40 Ft.
System Specifications
| Pipe Size | Insulation Thickness | Steel Conduit O.D. |
| 1” | 1½” | 6.63” |
| 2” | 1½” | 8.63” |
| 3” | 2” | 10.75” |
| 4” | 2” | 10.75” |
| 6” | 2” | 14.00” |
| 8” | 2½” | 16.00” |
| 10” | 2½” | 18.00” |
| 12” | 2½” | 20.00” |
Based on a minimum 3’-6” burial depth. 353° operating temperature, 50°F ground temperature and soil conductivity of 15 BTU-IN/HR-F²-°F and mineral wool insulation.
Service Pipe:
Carbon steel service pipe shall be standard weight A53 ERW or A106 seamless beveled for welding. Condensate return piping shall be Schedule 80. All joints for pipe 2 ½” and larger in size shall be buttwelded. Sizes 2” and smaller shall be socket welded. Straight lengths of piping will be supplied with 6” of piping exposed at each end for field joint fabrication. Where possible, piping lengths shall be supplied in 40 Ft. random lengths.
Insulation:*
Service pipe insulation shall be fiberglass, mineral wool, calcium silicate or cellular glass. The insulation will be held in place by stainless steel bands on 18-inch centers. The insulation shall be applied to a thickness as specified on the contract drawings.
Service Pipe Supports:
The service pipe within the inner-conduit shall be supported at not more than 10 feet intervals. The supports shall be designed to allow for continuous airflow and draining of the conduit system. The insulated service pipe shall not bear directly on the steel support and shall be insulated throughout.
Outer Conduit:
The outer conduit shall be a smooth wall, spiral welded or electric resistance welded steel pipe conforming to ASTM Specification A-139. The conduit shall be of thickness as listed below.
| Conduit Size | Conduit Thickness |
| 6” – 26” | 10 Gauge |
| 28” – 36” | 06 Gauge |
| 38” - 42” | 04 Gauge |
Outer Conduit Coating:
Conduit exterior shall be factory coated with a Fusion Bonded Epoxy with a melting point of 500°F. No glass wrap or filler materials shall be used in the epoxy. All exterior surfaces of the conduit shall be shot blasted prior to the application of the coating. The fusion bonded epoxy coating shall confirm to the following ASTM Standards:
Sheer Strength and Adhesion ASTM D1002
Salt Crock ASTM G8
Hardness ASTM D1474
Impact Test ASTM G14
Abrasion Resistance ASTM D1044
Fusion Bonded Epoxy is a N.A.C.E & N.A.P.C.A. Approved Corrosion Coating
Conduit Field Closures:
Conduit field joint closures shall consist of a cylindrical 10-gauge sleeve having one (1) horizontal split which the installing contractor will weld in the field. After welding and air testing in the field, the metal sleeve will be covered and protected with polyethylene heat shrink material having a minimum thickness of 60 mils.
Sub-Assemblies:
Fittings, end seals and anchors shall be factory manufactured to prevent the ingress of moisture into the piping system. All sub-assemblies shall be designed and manufactured to allow for complete draining, drying and testing of the conduit system. All fittings larger than 2” will be made with long radius weld fittings and shall be the same wall thickness as the service piping.
Expansion Loops and Elbows:
Expansion loops and elbows shall be factory manufactured in the same manner as the straight lengths of piping. Loops and elbows shall be sized and designed to permit thermal movement of the service pipe without damage to the insulation.
Installation:
No Piping shall be installed in standing water. Trenches shall be maintained dry until final field closure is complete. The installing contractor shall handle the piping system in accordance with the directions furnished by the manufacturer and as approved by the architect and engineer. The service piping shall be hydrostatically tested to 1-1/2 times the operating pressure, or as specified in the contract documents. The inner conduit shall be air tested at 15 psig. The test shall be maintained for a minimum time of 1 hour. Holiday testing of the conduit coating shall be the responsibility of the installing contractor and will be done in accordance with directions furnished by the manufacturer. All holidays shall be repaired and retested. EXERCISE DUE CARE WHEN INSTALLING AND TESTING THE PIPING SYSTEM. DO NOT TEST WITH AIR OR GAS.
Backfill:
A 4-inch layer of sand or fine gravel, less than ½” in diameter, shall be placed and tamped in the trench to provide uniform bedding for the Steel-Con system. Once the system is in place, the trenches shall be carefully backfilled with similar material and hand tamped in 6” layers until a minimum of 12” above the top of the preinsulated pipe has been achieved. The remainder of the backfill shall be void of rocks, frozen earth and foreign material. The trench shall be compacted to comply with H-20 Highway loading.